
www.magazine-industry-usa.com
06
'23
Written on Modified on
Optimising installation space und performance with thread tapping screws
When joining lightweight metals, the focus is on the installation space available and on optimising performance and cost, as well as on the reliability of the fastening. And in light of that, an important point is the optimisation of the fastening’s load capacity.

Arnold Umformtechnik GmbH & Co. KG developed the Powertite fastener to cope with such situations − a round self-tapping screw with a trilobular tapping zone. In other words where the forming work is taking place, the screw has a slightly triangular cross section (with rounded edges) to reduce the tapping torque. At a length of 3 x p (p=pitch) the tapping zone is optimised, allowing the forming work during the tapping process to be distributed over several thread flights, and ensuring that the screw is optimally set and centred. The round load cross-section has a defined overlap; the external diameter of the screw is always greater than the nominal dimension. This enables a greater overlap on the thread flanks of the screw and of the tapped nut thread. By combining this trilobular shape in the tapping zone, and the round cross-section in the bearing zone, we achieve a significant improvement in thread-tapping screw fastenings, because, on one hand, the tapping torques are low, and on the other, the overturn torques and load-bearing capacity of the tapped nut thread are greatly increased.
It is possible to create a computerised preliminary design for a specific application using the Fast Designer Metals tool. Here, Arnold Umformtechnik always makes a recommendation for a suitable core hole layout .

Huge savings potential possible
There are many examples of ways in which thread tapping Powertite can be used. They are applications, for example, where there is a need to implement maximum clamping forces with over-elastic assembly. And the Powertite is also suitable for component assemblies where the screw-in depth is low, yet high hole tolerances are necessary. And in many cases, it is possible to reduce weight by reducing the length of the screw and optimising the weight of the screw heads.
With the thread tapping Powertite the load capacity of the tapped nut thread was raised by over 20 per cent compared with standard trilobular screws. That brings with it a host of technical benefits: standards-compliant tapping torques, over-elastic assembly, including into conical cast core holes in GD-Al, pre-clamp load level similar to metric screw fastenings and the possibility of greater core hole tolerances to optimise the casting process in lightweight metals. Added to this is Powertite’s excellent assembly reliability and the fact that it can be used in steel, as well as aluminium and other lightweight metals. Moreover, it is possible to carry out repeat fastenings, and when service is required, the fasteners can be replaced by metric screws.
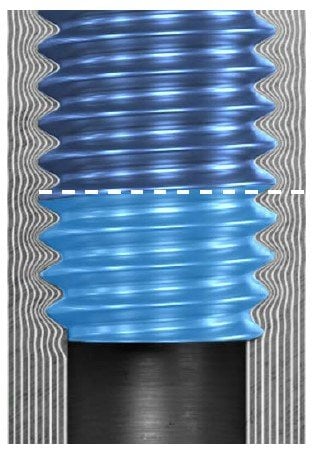
The Powertite screw is a round thread-forming screw with a polygonal tapping tip and a trilobular tapping zone. The round load cross-section has a defined overlap.
Applications for Powertite focus on the electromobility sector. This is particularly true for lightweight metal screw fastenings, but also when combined with cast components.
The product, which has already been patented, will be launched on the market in October.
Potential customers will have their accustomed access to the complex knowledge of the product acquired by the fastenings manufacturer, based in Forchtenberg, and also to its comprehensive understanding of the product’s performance in the various applications and sectors. All that is enhanced by the relevant calculation tool and wide-ranging experience and expertise in manufacturing. Together with development partners in the tool-making sector, Arnold Umformtechnik has developed a completely new production process, especially for Powertite.
