
www.magazine-industry-usa.com
31
'23
Written on Modified on
Mapal introduced Customised machining solutions for individual manufacturing situations
The production of hydraulic valve housings is the supreme discipline in the world of fluid power technology.
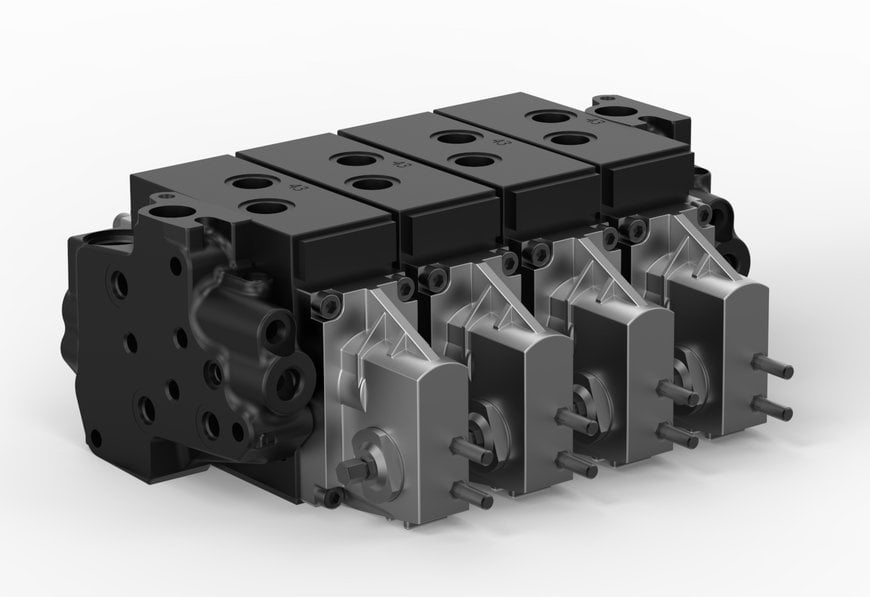
The production of hydraulic valve housings is the supreme discipline in the world of fluid technology. Great attention is paid to the quality of the main bore.
As a technology partner, MAPAL supports the customer in the complete process design. The experts pay particular attention to the cost drivers that are often found in the functionally relevant bores. Based on the respective honing process, the component requirements and batch sizes, MAPAL designs the optimum machining strategy in dialogue with the customer.
Based on the applications already implemented for existing customers, MAPAL has developed specific solutions for fluid power technology. They reflect many customer and component requirements. For MAPAL’s expertise in machining the spool bore has been in demand for years. The gap dimension with the spool depends on the accuracy of this bore, so that the hydraulic oil can only flow in the required direction without leaking. This is very narrowly defined in modern hydraulic valves. The roundness, cylindrical form, straightness and surface quality of this bore are therefore crucial.
Clear best practice examples each deal with specific production situations. MAPAL designs the tools for these in a way that always results in the most cost-efficient process. That includes swiftly completing pre-machining and semi-finishing– all while keeping an eye on subsequent processes further down the line, such as honing.

Machining solution for the series production of valve housings in large quantities. The fine boring tool with EasyAdjust-System and guide pads offers reliable fine machining with easy handling.
Application solutions for every situation
The first of the solutions presented for the machining of a hydraulic valve housing is rather unusual for MAPAL, as it does not include a fine boring tool for finishing. After piloting, boring and circular milling of the spool bore, in this instance, a multi-bladed reamer performs the final machining step before honing. With its selection of tools, MAPAL demonstrates that some tasks can be tackled with a high degree of accuracy without the need for an adjustable special tool. The concept is particularly suitable for smaller and medium quantities.
If large quantities and high levels of accuracy are sought in series production, the second application solution is the right blueprint. The key difference is the fine boring tool used for fine machining. It meets the high standards for spool bore and compensator bore production. The EasyAdjust-System and guide pads offer reliable fine machining with easy handling. As the customers’ technology partner, MAPAL defines with them the extent to which a concluding honing process can be scaled down or even omitted.
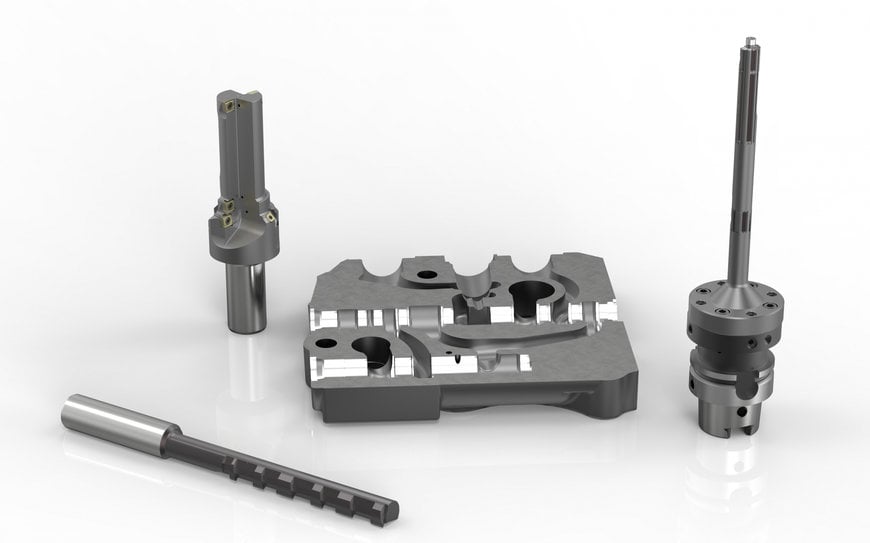
If machining must be done from two sides due to valve housing tolerances, MAPAL recommends a three-stage process for the spool bore.
If the part needs to be machined on two sides due to its tolerances, the third solution comes into play. For piloting and boring, MAPAL uses a multi-staged boring tool with radial and tangential indexable inserts. It handles pre-machining of the spool bore and completion of contours in one go. A solid carbide profiling tool processes control edges in a defined way and without flaws. The following fine boring tool with adjustable indexable inserts and guide pads eliminates the axial offset caused by machining from two sides. This could not be achieved to this level of quality with a multi-bladed reamer.
Application solution 4 introduces into fluid power technology the kind of flexibility that is primarily required for small series and prototype building. The mechatronic tool system TOOLTRONIC makes it possible to perform the honing process via an additional axle on the machining centre. This allows all machining to take place in a clamping setup on one machine. Machining with TOOLTRONIC achieves high surface quality and dimensional accuracy with the tightest manufacturing tolerances and high flexibility. Burr-free, rounded transitions are created and there are no errors due to converting to the honing machine. For small quantities, a classic single-blade reamer from the standard range can be used for bore machining instead of a custom tool. In this instance, rapid availability and lower tool costs compensate for the slightly longer machining time.
www.mapal.com
As a technology partner, MAPAL supports the customer in the complete process design. The experts pay particular attention to the cost drivers that are often found in the functionally relevant bores. Based on the respective honing process, the component requirements and batch sizes, MAPAL designs the optimum machining strategy in dialogue with the customer.
Based on the applications already implemented for existing customers, MAPAL has developed specific solutions for fluid power technology. They reflect many customer and component requirements. For MAPAL’s expertise in machining the spool bore has been in demand for years. The gap dimension with the spool depends on the accuracy of this bore, so that the hydraulic oil can only flow in the required direction without leaking. This is very narrowly defined in modern hydraulic valves. The roundness, cylindrical form, straightness and surface quality of this bore are therefore crucial.
Clear best practice examples each deal with specific production situations. MAPAL designs the tools for these in a way that always results in the most cost-efficient process. That includes swiftly completing pre-machining and semi-finishing– all while keeping an eye on subsequent processes further down the line, such as honing.
Machining solution for the series production of valve housings in large quantities. The fine boring tool with EasyAdjust-System and guide pads offers reliable fine machining with easy handling.
Application solutions for every situation
The first of the solutions presented for the machining of a hydraulic valve housing is rather unusual for MAPAL, as it does not include a fine boring tool for finishing. After piloting, boring and circular milling of the spool bore, in this instance, a multi-bladed reamer performs the final machining step before honing. With its selection of tools, MAPAL demonstrates that some tasks can be tackled with a high degree of accuracy without the need for an adjustable special tool. The concept is particularly suitable for smaller and medium quantities.
If large quantities and high levels of accuracy are sought in series production, the second application solution is the right blueprint. The key difference is the fine boring tool used for fine machining. It meets the high standards for spool bore and compensator bore production. The EasyAdjust-System and guide pads offer reliable fine machining with easy handling. As the customers’ technology partner, MAPAL defines with them the extent to which a concluding honing process can be scaled down or even omitted.
If machining must be done from two sides due to valve housing tolerances, MAPAL recommends a three-stage process for the spool bore.
If the part needs to be machined on two sides due to its tolerances, the third solution comes into play. For piloting and boring, MAPAL uses a multi-staged boring tool with radial and tangential indexable inserts. It handles pre-machining of the spool bore and completion of contours in one go. A solid carbide profiling tool processes control edges in a defined way and without flaws. The following fine boring tool with adjustable indexable inserts and guide pads eliminates the axial offset caused by machining from two sides. This could not be achieved to this level of quality with a multi-bladed reamer.
Application solution 4 introduces into fluid power technology the kind of flexibility that is primarily required for small series and prototype building. The mechatronic tool system TOOLTRONIC makes it possible to perform the honing process via an additional axle on the machining centre. This allows all machining to take place in a clamping setup on one machine. Machining with TOOLTRONIC achieves high surface quality and dimensional accuracy with the tightest manufacturing tolerances and high flexibility. Burr-free, rounded transitions are created and there are no errors due to converting to the honing machine. For small quantities, a classic single-blade reamer from the standard range can be used for bore machining instead of a custom tool. In this instance, rapid availability and lower tool costs compensate for the slightly longer machining time.
www.mapal.com
